What is Screen Printing? Discover the Different Print Techniques
.webp)
Screen printing is one of the oldest methods of customizing/branding products, dating back to the 1800s.
This printing method is when a printer uses a stenciled mesh screen to transfer ink by squeegee onto a surface, leaving an imprint of the design on the product.
Paper and fabric are the most common surfaces to screen print; however, it is also possible to screen print onto metal, plastic, glass, wood, and more.
What Is Screen Printing & How Does it Work?
Screen printing, also known as silk screen printing or serigraphy, is a popular printing technique used to transfer a design onto a surface—often fabric, such as a shirt or other garment.
This method involves creating a stencil, known as a screen, and using it to push ink through a mesh to create a printed design.
While the basic screen printing process remains consistent, variations in techniques and materials allow for intricate and detailed designs, including those with multiple colors or special effects like halftone or duotone.
Benefits of Screen Printing
- Vibrancy - When using screen printing, the colors tend to have higher vibrancy when compared to other printing methods like DTG. This is ideal for CMYK printing, spot color, or bold designs.
- Versatility: Screen printing is highly adaptable, working well on a wide range of materials such as cotton, polyester, paper, and wood. This makes it suitable for creating shirts, clothing, promotional items, or even artistic printed designs on unique surfaces.
- Durability - Because the process uses heavy ink, the ink blends with the fabric and ensures it does not crack or fade away quickly while maintaining the vibrancy of colors.
- Scalability - The setup needed for screen printing can be used repeatedly to print the same design, unlike other printing methods. What this means is that the higher the quantity of items you are printing with the same design/colors, the lower the cost.
Step by Step of the Screen Printing Process

Screen printing has several methods, but the most widely used commercial approach relies on a light-reactive emulsion to create the stencil. Below is a detailed breakdown of this screen printing process:
Step 1: Design Is Crafted
The process begins with the artwork, which is printed onto a transparent acetate sheet. This image acts as a guide for creating the stencil. The design is carefully crafted, especially when using spot color, CMYK, or halftone techniques to achieve detailed effects.
Step 2: The Screen Is Prepared
The screen, often made of polyester or silk, is selected based on the fabric and design complexity. The mesh is then coated with a layer of light-reactive emulsion, which hardens when exposed to light.
Step 3: The Emulsion Is Exposed
The acetate sheet with the design is placed over the coated screen, and the entire setup is exposed to bright light. The light hardens the exposed emulsion while leaving the covered areas soft. For designs with multiple colors, this step is repeated for each color screen, ensuring alignment.
Step 4: Emulsion Gets Washed Off
After exposure, the unhardened emulsion is washed away with water, leaving behind the stencil. The screen printers may perform additional touch-ups to ensure the stencil perfectly matches the artwork. The frame is then dried and inspected.
Step 5: Garment Is Then Prepared
The screen is placed on the press, and the fabric or garment (such as a shirt) is laid flat beneath it. Modern commercial setups often use automatic rotary presses, which handle multiple colors and speed up the process.
Step 6: Apply Ink
The ink is added to the top of the screen, and a squeegee is used to pull it across the stencil. The mesh allows the ink to pass through the open areas, imprinting the design onto the surface. This step is repeated for each color layer. For detailed effects, techniques like duotone or grayscale may be used.
Step 7: Product Is Dried and Finished
The printed product is cured by passing it through a dryer, which ensures the ink is set and colorfast. The finished clothing or other items are inspected, cleaned of any residue, and prepared for distribution.
Types of Screen Printing Techniques
One of the great benefits of screen printing is that it offers a variety of techniques to suit different designs, materials, and printing needs. Below is an overview of the most popular screen printing techniques, each with its unique advantages and applications.
1. Spot Color Screen Printing
Spot color is one of the most commonly used techniques for printing vibrant, solid colors. This method involves using a stencil to apply specific spot colors from a color separation software program directly onto the fabric or garment.
Process:
- A stencil is created for each color, ensuring the design elements are distinct.
- Ink is applied in solid blocks or shapes, making the printed design bold and clear.
Benefits:
- Produces vivid, sharp colors that stand out.
- Works well on a variety of materials, including shirts, hoodies, and jackets.
- Ideal for screen printers looking for an easier method with precise color separation.
2. Halftone Printing
This technique creates a gradient effect by using tiny dots of ink to give the illusion of shading. Halftone printing is particularly effective for monochromatic designs and is often used for artwork requiring intricate details.
Process:
- A single color screen is used, applying ink in varying dot patterns.
- The design is printed in such a way that viewers perceive multiple shades from a distance, even though only one color is used.
Benefits:
- Cost-effective since only one ink color is needed.
- Creates detailed, high-resolution printed designs with a unique visual effect.
3. Grayscale Printing
Grayscale uses shades of gray ranging from black to white, providing a sophisticated and elegant finish. Unlike black-and-white printing, this method creates depth by varying the brightness of pixels.
Process:
- The image is converted to grayscale before printing.
- Ink is applied in layers, using a mesh screen to capture the intricate shades of the design.
Benefits:
- Cost-effective as it eliminates the need for additional colors.
- Perfect for creating high-quality printed designs with a classic look.
4. CMYK Printing (4-Color Printing)
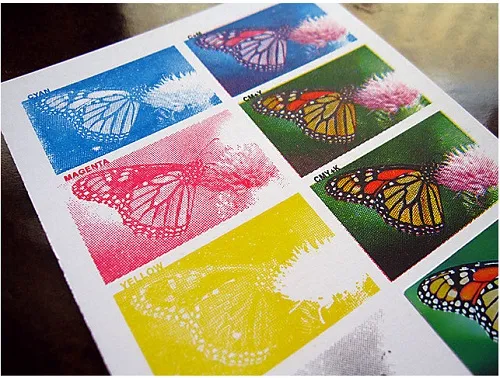
CMYK printing uses cyan, magenta, yellow, and key (black) to create full-color designs. This technique is popular for screen printers working on detailed and colorful artwork.
Process:
- The artwork is separated into the four basic colors.
- Each color screen is aligned to layer the ink perfectly, creating a seamless multicolor design.
Benefits:
- Produces vibrant, full-color prints with minimal ink use.
- Ideal for printing detailed designs on light-colored garments or shirts.
5. Simulated Process Printing
This versatile method combines spot color and halftone techniques. It’s commonly used for photo-realistic designs and is effective on both light and dark materials.
Process:
- Spot colors and halftones are blended to mimic the original artwork.
- Mesh screens are used to apply each layer of ink, creating a bold and detailed printed design.
Benefits:
- Produces realistic and vibrant images.
- Suitable for a variety of fabrics, including dark-colored garments.
6. Duotone Printing
Duotone involves using two halftones—typically black and a secondary color like brown or blue—to create a design with depth and contrast.
Process:
- Two stencils are used to apply the two ink colors.
- The combination of halftones creates a rich, layered effect similar to sepia-toned photography.
Benefits:
- Adds an artsy, sophisticated look to printed designs.
- Works best on light materials and clothing.
Limitations of Screen Printing
While screen printing is celebrated for its vibrant colors and durability, there are notable limitations that businesses and creators should consider before choosing this printing technique.
- Color Limitations - Each color of the art requires a different mesh for screen printing, and because of this, printing high color quantity or full-color art is usually not possible. Manufacturers that are open to high color quantities will usually require higher minimum quantity orders and/or charge significantly more due to color counts.
- Minimum Quantities - Because of the high cost of initial setup and the time it takes to set up, screen printing has a higher minimum quantity requirement than other printing methods like DTG or DTFx, where you can print 1 or 1,000, and the setup cost/time stays the same. This is why screen printing is only recommended for large quantities of items at once.
- Complex Designs: Designs with gradients, grayscale, or photo-realistic details may not translate well in screen printing due to the limitations of the mesh screen and ink application techniques. Achieving intricate details often requires advanced methods like simulated process printing, which increases costs and setup time, making it less suitable for complex artwork or small-scale projects.
- Material Restrictions: While screen printing is versatile, certain surfaces or fabrics, such as heavily textured polyester, can pose challenges in achieving consistent results. The uneven texture may cause the ink to skip or pool, leading to imperfections in the printed design, especially when using fine details or multi-layer coatings.
However, despite these limitations, screen printing remains a go-to option for businesses and creators aiming to produce high-quality products or merchandise. Understanding these limitations ensures you can select the right printing technique for your project while balancing cost, quality, and design requirements.
Screen Printing vs. DTG
Direct-to-garment (DTG) printing differs from screen printing in that there is no need for stencils or mesh, and multiple colors can be printed at the same time.
Given this and the little setup time of DTG allows for full-color printing without the increase in cost or high minimum requirements.
However, because the colors are printed using the CMYK color technique, the vividness of the colors is less than with screen printing. There is also a limitation of what products can be printed using DTG vs. screen printing.
Screen Printing vs DTFx
Direct-to-film (DTFx) printing is similar to DTG in that there is no need for stencils or mesh, and multiple colors can be printed at the same time, allowing for full-color printing without an increase in cost or high minimum requirements of screen printing.
DTFx has the best of both DTG and screen printing - full color, low minimum quantity, and vivid colors. However, it does differ in the texture/feel of the print when compared to screen printing.
DTFx is recommended for thicker garments, whereas with screen printing, it can be done regardless of the thickness of the garments.
There is also a limitation of what products can be printed using DTFx vs. screen printing.
Related Topics / Questions
About the Author

About the Author

Design & sell custom products

Build your brand. On your terms
Browse our product catalog















Frequently asked questions
There are no monthly fees, no upfront costs, and no contracts to use Fourthwall. You set your prices and choose your own margins. Here is how our pricing and splits work when you sell:
- Products from our product catalog. All products in our product catalog have a publicly listed flat fee, which gets deducted from the selling price you set. There are no extra percentages/margins. You keep 100% of profits.
- Products you ship yourself. No fee (0% fee)
- Digital products. 5% flat fee (or 0% with Fourthwall Pro)
- Subscription memberships. 5% flat fee
Additionally, all US-based credit card transactions have an added 2.9% + $0.30 payment processing fee (same as Shopify). Fees vary for PayPal and other providers. Learn more.
Product costs are listed directly in our product catalog.
If a t-shirt is listed in our catalog at a $10 cost, we will automatically deduct that amount from your profits whenever you make a sale. You can sell products for any price you want.
For example, if you sell the shirt for $22, you'll make $12 in profit on each unit sold. If you sell it for $50, then you'll make $40 in profit on each unit sold.
Yes! Fourthwall works with manufacturing & fulfillment partners around the globe in the US, UK, EU, Canada, Mexico, Australia, and Japan.
Shipping rates are dynamically determined by the size of package and destination. We work with most major carriers and pass through the true cost of shipping. That means that you can offer low-cost, fast shipping to your fans. Most items have a delivery window of 5-8 days.
Be sure to browse our product catalog to find products that are fulfilled out of your target regions to provide the fastest & cheapest shipping for your community.
Yes! Fourthwall operates as the "Merchant of Record" and automatically supports the following payment methods on checkout:
- All major credit cards
- PayPal
- Apple Pay & Google Pay
- Amazon Pay
- And many local payment methods. Click here to see the full list
Fourthwall operates as the "Merchant of Record", which means that we're responsible for handling all sales taxes. This includes nexus registration, collecting sales tax, and remitting this to US states & other countries.
That way you can focus on designing products and promoting your shop, not taxes.
Yes. You can connect a custom domain or subdomain on Fourthwall. Learn More.
Fourthwall Pro subscribers receive a free custom domain upon upgrading.
If you need help finding an artist or designer, check out our design community.
This is a vetted network of exceptional designers that can help you make great quality designs for your audience. We also recommend tools like Canva or Kittl.
Yes. For any product from our product catalog, we'll handle all customer support for you.
From answering general order questions to making address changes, our team is there to ensure that your buyers are treated with the same level of care that you would personally give them. We have a 12-hour or less average reply time, including nights and weekends.
For any items that you source on your own and ship from home, however, you'll need to do customer support.
Yes! Over 500,000 sellers use Fourthwall to power their storefronts. This includes creators, podcasters, artists, musicians, startups, non-profits, and more.
Get inspired and browse all examples sites.
Fourthwall supports many free integrations, including:
- YouTube Product Shelf (Merch Shelf)
- TikTok Shop
- Facebook and Instagram Shopping
- Twitch Product Gifting
- StreamElements and Streamlabs stream alerts
- Zapier
- Klaviyo
- Mailchimp
- And many, many more
There are no requirements to join Fourthwall! Sign up now.